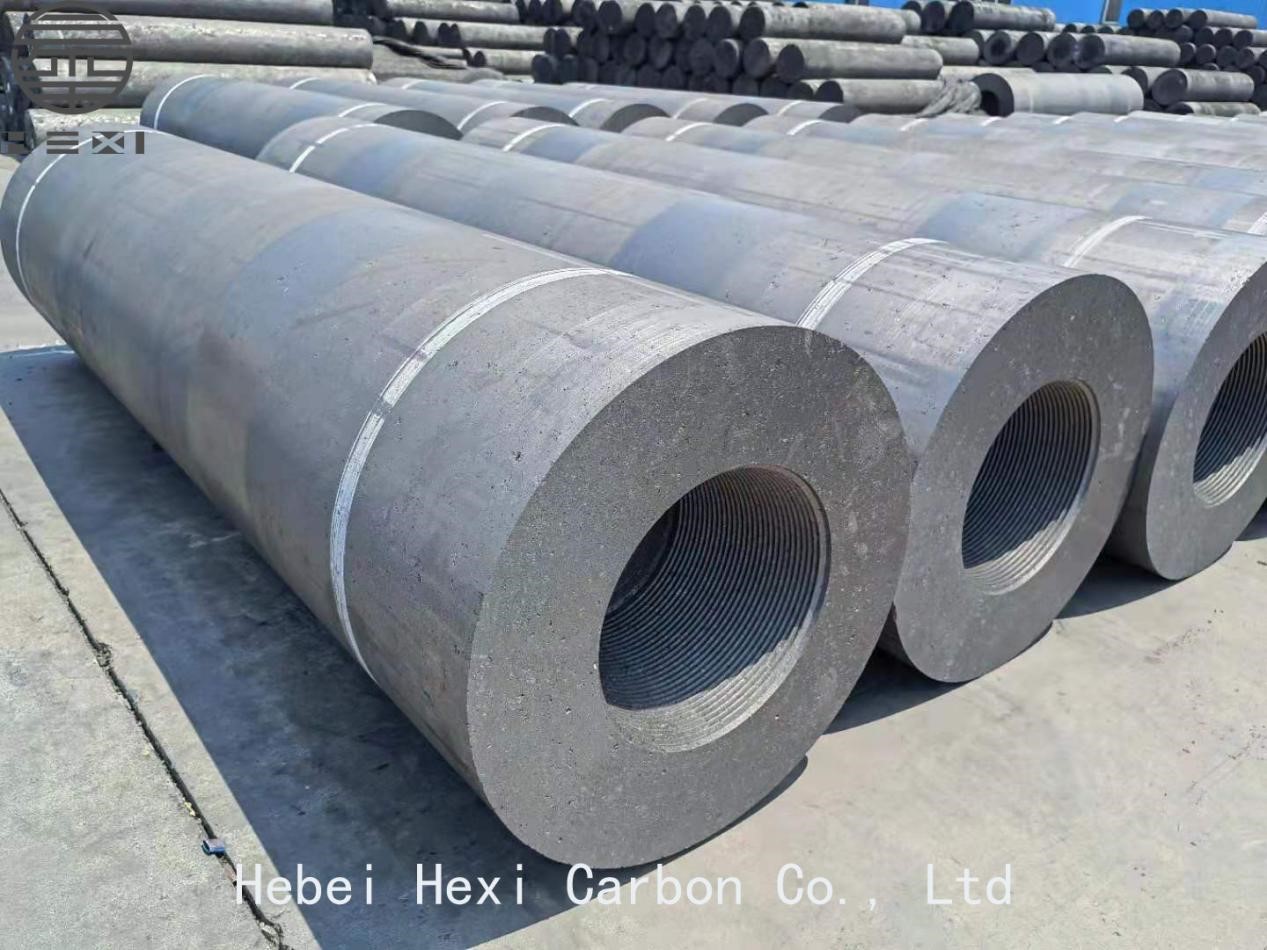
Графітавы электрод высокай магутнасці 450 мм
Графітавы электрод HP у асноўным зроблены з нафтавага коксу і ігольчастага коксу. Ён здольны вытрымліваць шчыльнасць току 18-25 А/см2. Ён прызначаны для вытворчасці сталі ў электрадугавых печах вялікай магутнасці.
| Параўнальныя тэхнічныя характарыстыкі для HPГрафітавы электрод18 цаляў | ||
| Электрод | ||
| Пункт | адзінка | Спецыфікацыя пастаўшчыка |
| Тыповыя характарыстыкі паляка | ||
| Намінальны дыяметр | mm | 450 |
| Максімальны дыяметр | mm | 460 |
| Мінімальны дыяметр | mm | 454 |
| Намінальная даўжыня | mm | 1800-2400 |
| Максімальная даўжыня | mm | 1900-2500 гады |
| Мінімальная даўжыня | mm | 1700-2300 |
| Аб'ёмная шчыльнасць | г/см3 | 1,68-1,73 |
| папярочная трываласць | МПа | ≥11,0 |
| Модуль Юнга | ГПа | ≤12,0 |
| Удзельнае супраціўленне | мкОм | 5,2-6,5 |
| Максімальная шчыльнасць току | КА/см2 | 15-24 |
| Прапускная здольнасць па току | A | 25000-40000 |
| (CTE) | 10-6 ℃ | ≤2,0 |
| зольнасці | % | ≤0,2 |
| Тыповыя характарыстыкі ніпеля (4TPI/3TPI) | ||
| Аб'ёмная шчыльнасць | г/см3 | 1,78-1,83 |
| папярочная трываласць | МПа | ≥22,0 |
| Модуль Юнга | ГПа | ≤15,0 |
| Удзельнае супраціўленне | мкОм | 3,5-4,5 |
| (CTE) | 10-6 ℃ | ≤1,8 |
| зольнасці | % | ≤0,2 |
Метад зніжэння расходу электродаў
У апошнія гады з інтэнсіўным развіццём кітайскай электрасталеплавільнай прамысловасці, а таксама патрабаваннямі да энергазберажэння і скарачэння спажывання эксперты і навукоўцы ў краіне і за мяжой прыйшлі да наступных высноваў аб эфектыўных падыходах:
1.Антыакісляльны механізм распылення вады графітавага электрода
У ходзе эксперыментальных даследаванняў апырскванне антыакісляльнага раствора на паверхню электродаў паказала нашмат лепшае спыненне бакавога акіслення графітавага электрода, а антыакісляльная здольнасць павялічваецца ў 6-7 разоў. Пры выкарыстанні гэтага метаду расход электрода знізіўся да 1,9-2,2 кг на выплаўленне тоны сталі.
2.Полы электрод
У апошнія гады ў Заходняй Еўропе і Швецыі пачалі выкарыстоўваць полыя электроды ў вытворчасці ферасплавных рудных печаў. Полыя электроды цыліндрычнай формы звычайна пустыя ўнутры, герметычныя інэртным газам. Дзякуючы пустотности паляпшаюцца ўмовы запякання і павялічваецца трываласць электрода. Наогул кажучы, гэта можа зэканоміць электроды на 30%-40%, максімум да 50%.
3.Дугавая печ пастаяннага току
Электрадугавая печ пастаяннага току - гэта новы тып плавільнай электрадугавой печы, нядаўна распрацаваны ў свеце ў апошнія гады. Згодна з апублікаванымі дадзенымі за мяжой, дугавая печ пастаяннага току з'яўляецца адным з найбольш эфектыўных метадаў зніжэння спажывання электродаў. Як правіла, спажыванне электродаў можа быць зменшана прыкладна на 40% да 60%. Згодна з паведамленнямі, расход графітавага электрода буйнамаштабнай электрычнай печы пастаяннага току звышмоцнай магутнасці быў зніжаны да 1,6 кг/т.
4. Тэхналогія пакрыцця паверхні электрода
Тэхналогія нанясення электроднага пакрыцця - гэта простая і эфектыўная тэхналогія зніжэння спажывання электродаў, звычайна можа паменшыць спажыванне электродаў прыкладна на 20%. Звычайна выкарыстоўванымі матэрыяламі для пакрыцця электродаў з'яўляюцца алюміній і розныя керамічныя матэрыялы, якія валодаюць моцнай устойлівасцю да акіслення пры высокіх тэмпературах і могуць эфектыўна знізіць расход акіслення бакавой паверхні электрода. Метад нанясення электроднага пакрыцця ў асноўным заключаецца ў распыленні і шліфоўцы, і яго працэс просты і лёгкі ў выкарыстанні. Гэта найбольш часта выкарыстоўваны метад абароны электродаў.
5.Прасякнуты электрод
Апусціце электроды ў хімічны раствор, каб выклікаць хімічнае ўзаемадзеянне паміж паверхняй электрода і агентамі для павышэння ўстойлівасці электрода да высокатэмпературнага акіслення. Такія электроды могуць паменшыць расход электродаў прыкладна на 10-15%.